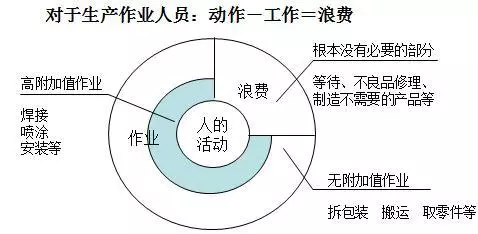
浪費的定義
1最大的浪費
生產過剩的浪費生產過剩的表現形式生產過剩的發生原因解決對策注意點① 不良品存在庫房內待修;② 設備能力不足所造成的安全庫存;③ 換線時間太長造成每次大批量生產的浪費;④ 采購過多的物料變成庫存。造成二次浪費:① 產生不必要的搬運、堆積、放置、找尋、防護處理等浪費的動作;② 使先進先出的作業困難;③ 損失利息及管理費用;④ 物品之使用價值會減低,變成呆滯品;⑤ 占用廠房、造成多余的工作場所、倉庫建設投資的浪費;⑥ 造成無形的浪費。
① 沒有管理的緊張感;
② 設備能力及人員需求誤判;
③ 對場地需求的誤判;
④ 產品品質變差的可能性;
⑤ 容易出現呆滯物料。
① 視庫存為當然;
② 設備配置不當或設備能力差;
③ 大批量生產,重視稼動時間;
④ 物流混亂,呆滯物品未及時處理;
⑤ 提早生產;
⑥ 無計劃生產;
⑦ 客戶需求信息未了解清楚。
① 庫存意識的改革;
② U型設備配置;
③ 均衡化生產;
④ 生產流程調整順暢;
⑤ 看板管理的貫徹;
⑥ 快速換線換模;
⑦ 生產計劃安排考慮庫存消化。
① 庫存是萬惡之源;
② 降低安全庫存。
3最長的浪費
搬運的浪費搬運浪費的表現形式搬運浪費的發生原因 解決對策注意點
① 自動機器操作中,人員的“閑視”等待;
② 作業充實度不夠的等待;
③ 設備故障、材料不良的等待;
④ 生產安排不當的人員等待;
⑤ 上下工程間未銜接好造成的工程間的等待。① 生產線布置不當,物流混亂;② 未均衡化生產;③ 生產計劃安排不當;④ 工序生產能力不平衡;⑤ 材料未及時到位;⑥ 品質不良。
① 采用均衡化生產;
② 單件流生產、設備保養加強;
③ 實施目視管理;
④ 加強進料控制,標準手持設定;
⑤ 明確人員分工。
① 自動化不要閑置人員;
② 供需及時化。
5最多的浪費
動作的浪費動作浪費的表現形式動作浪費的發生原因 解決對策注意點① 超出/低于產品特定需求的精度;
② 多余的作業項目;
③ 最終工序的修正動作;
④ 頻繁的分類、測試、檢驗;
⑤ 多余不必要的標記。
① 作業內容與工藝檢討不足;
② 模夾治具不良;
③ 標準化不徹底;
④ 材料未檢討。
① 工程設計適正化;
② 作業內容的修正;
③ 治具改善及自動化;
④ 標準作業的貫徹。
① 了解同行的技術發展;
② 公司各部門對于改善的共同參與及持續不斷的改善。
7最低級的浪費
不良品的浪費不良品浪費的表現形式不良品浪費的發生原因 解決對策注意點
“ 降低成本的唯一辦法——消除浪費!


 現場管理
現場管理