近幾年關于雜物整理收納,有一個很火的觀念:斷舍離。其核心思想是拋棄不需要、不適合、不舒服的物品,只關注當下需要、適合、舒服的物件。
這讓我想到日本豐田公司一直沿用的JIT生產方式。其中心思想與其如出一轍。
JIT生產管理指的是,將必要的零件以必要的數量在必要的時間送到生產線,并且只將所需要的零件、只以所需要的數量、只在正好需要的時間送到生產。這是為適應20世紀60年代消費需求變得多樣化、個性化而建立的一種生產體系及為此生產體系服務的物流體系。
一 、JIT生產管理的目標
1、廢品量最低(零廢品)----JIT要求消除各種引起不合理的原因,在加工過程中每一工序都要求達到最好水平
2、庫存量最低(零庫存)----JIT認為,庫存是生產系統設計不合理、生產過程不協調、生產操作不良的證明
3、準備時間最短(零準備時間)----準備時間長短與批量選擇相聯系,如果準備時間趨于零,準備成本也趨于零,就有可能采用極小批量
4、生產提前期最短------短的生產提前期與小批量相結合的系統,應變能力強,柔性好
5、減少零件搬運,搬運量低-----零件送進搬運是非增值操作,如果能使零件和裝配件運送量減小,搬運次數減少,可以節約裝配時間,減少裝配中可能出現的問題
6、機器損壞低
7、批量小
二、為了達到上述目標,JIT生產管理要求
A、整個生產均衡化----人為的、平均按照加工時間、數量、品種進行合理的搭配和排序,使生產物流在各作業之間、生產線之間、工序之間、工廠之間平衡、均衡地流動。為達到均衡化,在品種和數量上應組織混流加工,并盡量采用成組技術與流程生產。
B、盡量采用對象專業化布局,用以減少排隊時間、運輸時間和準備時間-----在工廠一級采用基于對象專業化布局,以使各批工件能在各操作間和工作間順利流動,減少通過時間;在流水線和工作中心一級采用微觀對象專業化布局和JIT工作中心布局,可以減少通過時間。
C、從根源上強調全面質量管理----目標是從消除各環節的不合格品到消除可能引起不合格的根源,并設法解決問題。
D、通過產品的合理設計,使產品與市場需求相一致,并且易生產,易裝配----如模塊化設計,設計的產品盡量使用通用件,標準件;設計時應考慮易實現生產自動化。
三、JIT生產管理系統的特點
1、多數傳統的生產與庫存管理系統在操作時都是靜態系統。在這些系統中,第一,管理重點放在實現各個模塊的操作標準上,同時嚴格地進行控制,以避免與標準產生任何偏差,如果滿足了各種變量的設定值(如提前期、標準工作時間、返工率及廢品率、搬運時間及成本等),那么系統就認為是成功的。
第二,不強調對系統的業績進行改進,因而是消極系統。但是JIT是一種積極的動態的系統,它強調在批量、準備時間、提前期、廢品率、成本及質量方面的持續改進,全面地對整個生產過程進行分析,消除一切浪費,減少不必要的操作,降低庫存,減少工件等待和移動的時間,對于問題采取事前預防而不是事后檢查。該系統沒有必須達到的標準,所有的業績都是前進的過程而不是終點。
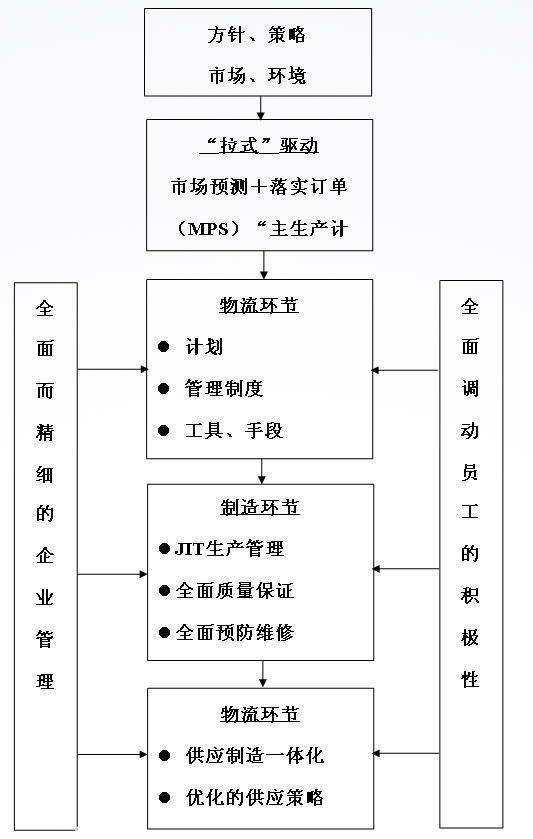
2、JIT系統是拉動方式----以看板管理為手段,采用“取料制”即后道工序根據“市場”需要的產品品種、數量、時間和質量進行生產,一環一環地“拉動”各個前道工序,對本工序在制品短缺的量從前道工序取相同的在制品量,從而消除生產過程中的一切松弛點,實現產品“無多余庫存”以至“零庫存”,最大限度地提高生產過程中的有效性。
這種拉動方式是把下一工序作為顧客來對待,下一工序是用客戶的眼光來檢查上一道工序傳來的零件,而這恰恰是實行全面質量管理過程的有效前提。
3、JIT采用強制性方法解決生產中存在的不足。由于庫存已降低到最低狀態,生產無法容忍任何中斷,所以,整個生產過程必須精心組織安排,避免任何可能出現的問題。
四、JIT生產方式的管理體系
JIT生產方式,從本質上,是一系列與信念態度結合在一起方法和程序體系,這一體系將上述諸因素結合在一起形成一種如何管理企業經營的思想,作為一種生產作業管理技術,是多種手段和方法的集合,并且這些手段和方法都從各個方面來實現基本目標。因此,JIT生產過程具有一種反映其目標與方式關系和體系。
五、JIT生產管理作業方式
傳統的離散型車間作業按生產工票(即生產工單)下達生產任務,而JIT作業管理采用按生產率(時產、日產)來安排生產計劃,不需下達生產工票,作業計劃一般是最終組裝計劃,生產安排要平衡能力同時要平衡物流。
JIT采用拉動式作業流程,拉動式作業與推動式作業有不同的物料移動指令。推式作業方式是根據MPS和MRP下達生產工令單(生產工票),根據生產工票將物料配套發往各個工作中心。
上工序完工后生產工票與加工完成的物品向下工序傳遞,物料是從上工序向下推動傳送的;在上工序未完工前,下工序只是等待物料、組件加工。這樣,會形成一定的生產物料庫存,因稱為“推式作業”。
而拉動式作業的物料移動是來自下道工序,JIT作業安排實行適時、適量、適當地安排生產,當總裝計劃(FAS)下達后,后工序向上工序領取本工序所要的組件進行組裝。當上工序的加工組件數量不能滿足下工序的組裝要求時,產生需求信息。
JIT生產中常用“看板”只在上下工序之間傳遞,每道工序之間都有“看板”。這種物料需求指令方向是來自后工序,由后工序向前工序傳遞加工需求指令,因而稱為拉動式生產作業方式。看板的目的是為了控制在制品庫存,即需要時再進行生產,物料才被拉動。
拉動式作業大大地減少了在制品庫存及排隊等候的時間,并簡化了優先級控制與能力控制,簡化了工序跟進,減少了事務處理的工作量,因而可以降低管理費用。


 拉動式生產
拉動式生產