文章來源:深圳市方圓智匯科技有限公司
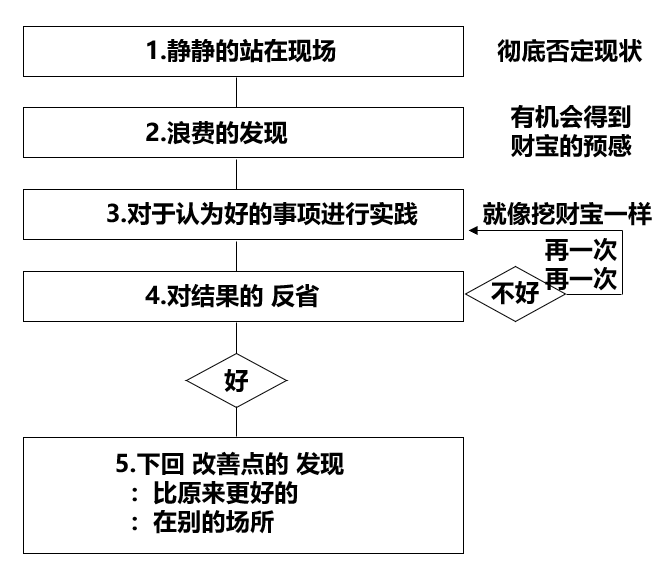
1. 精益生產七大浪費改善的順序
2. 七大浪費查找方法
發現七大浪費的五大要點
要點 1. 3現原則
1現:去現場
2現:看現物
3現:分析現象(現實)
要點 2. 對作業的反問(What)
- 反問那個作業是什么
要點3. 追究功能(Why)
- 反問 為什么 要做那作業
要點4. 除本質功能外 全部是浪費
認識作業中的本質功能,對附加的作業 可以認為全都是浪費
要點5. 對浪費的反問(5Why)
對浪費作業重復5個為什么,發現真正的浪費���。
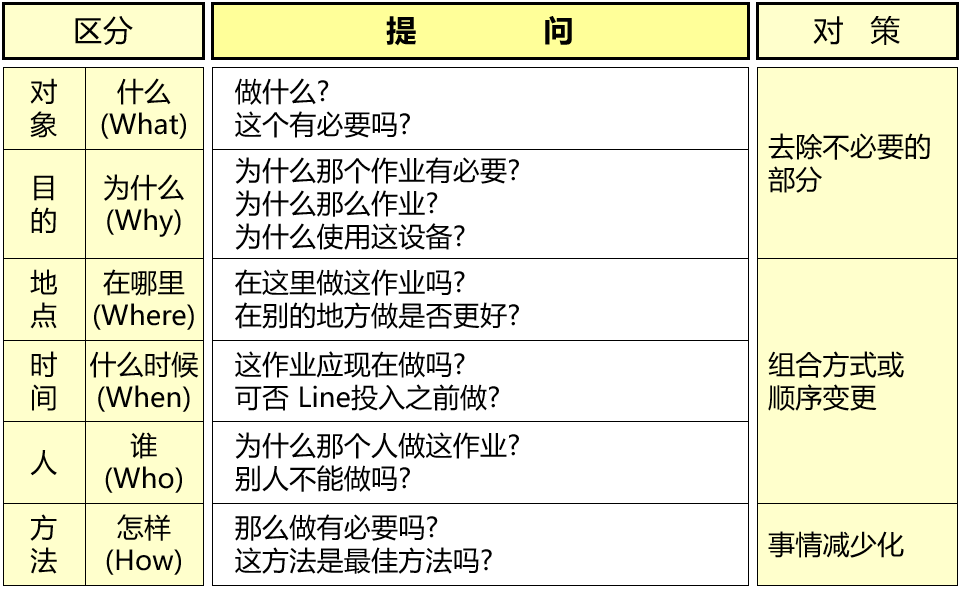
運用(5W1H)查找精益生產中的七大浪費
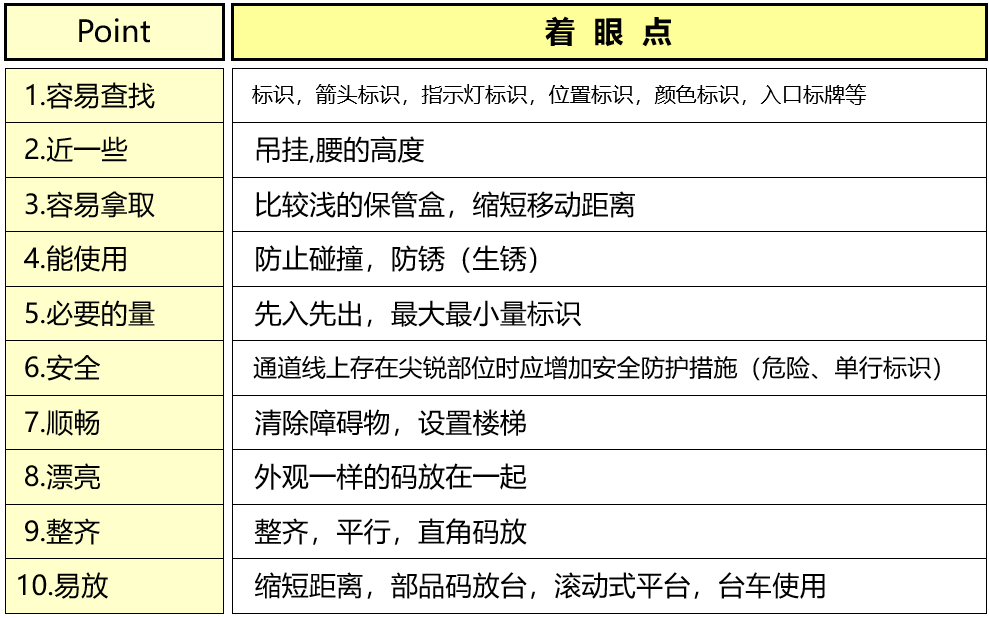
尋找精益生產七大浪費的10大著眼點
3. 改善浪費的思想
改善是我做的,這改善改變著我
什么使我困難,這就是改善的開始
燭光般的改善,可以帶來陽光般的成果
想法是提案�,實踐就是改善
4. 浪費改善的姿態
※日本的豐田汽車
『工廠的改善是從觀察作業者作業方法開始的』
『因為那里無需費用』
※ 通過改善取得的5種體制改變
1. 確認什么是問題點的體制.
2. 重視計劃的體制.
3. 重視過程的體制.
4. 指望重點的體制.
5. 全員向往系統的體制.
要有自覺向上的本能欲望
※豐田的領導人指出:
改善是對現狀著手比現在更好����、更安全、更便宜,產生某種附加值的活動改善必有成果。如果停止活動那就沒有意義���,單純的盲然的繼續活動沒有很大的結果。設定高的目標�����,自身鍛煉當中以肯定取得高成果的心態不斷的追求高的成果���。
※每日 1%改善
我國工商部的一位高級官員在幾年前訪問過日本����。在訪問的眾多機關當中,對于制造文具類的小型企業后感觸特別深�,因為他們的生產設施基本都是自動化��。
同時自己心里也在想,我國的中小企業也應該達到這種水平���,于是問道:“請問備一套這種自動化設備需要多少錢?“但回答是”沒有花錢�。但我問其原因時�,他們說是自己動手做的����,所以相當于沒有花錢。這個單位沒有博士,碩士聯大學生都很少,主要是依靠工人出身的職工經過10多年的努力�����,一個一個落實了自動化���。
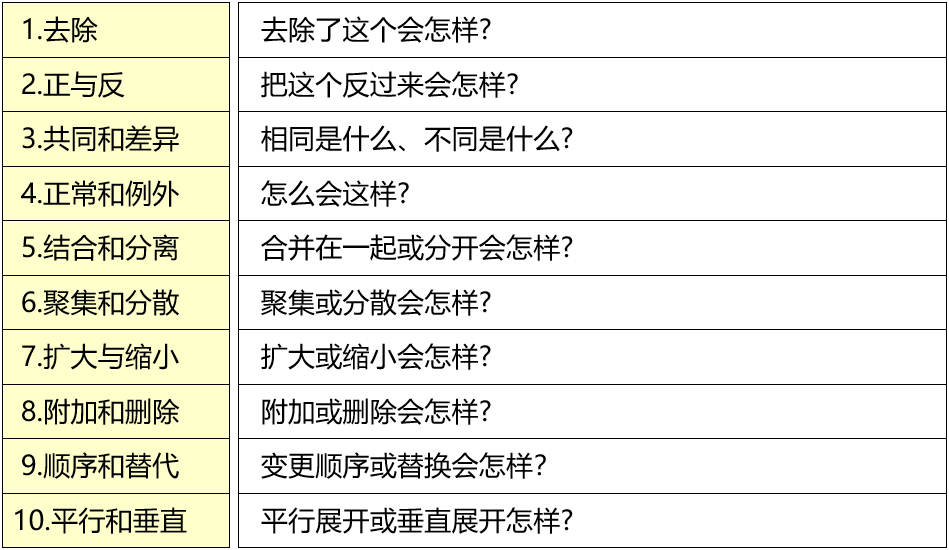
改善精益生產七大浪費的十大思考方向
管理者不該說的話
·這個程度誰都知道
·到現在為止沒有試過,會不會不可能
·以前我試過不行,明明不行
·這個現在落伍了
·不可能這樣計算的
·計劃實在太多了,我建議下次有機會再說好了
·改天再找你談話吧
·暫且維持這樣的現狀吧
·為什么換呀?不是做的好好兒的嗎
·這是規定,不行
·這是技術部門的問題
·那樣的想法 領導也不會同意的
·在我們公司是不行
·你可能不知到
·想法很好但沒有預算
……
5. 消除七大浪費改善的實行
1)徹底的作業改善
想現在的方法是最壞的�����,工程的部品量大幅度的下降,然后觀察作業者的動作
實施順序
(1) 部品的庫存減少一半
(2) 觀察人們的動向
- 區分主作業和附作業
- 附作業:箱子管理,修正作業,待機,運輸,移動
(3) 分類可能改善的浪費
(4) 首先實行改善(現場改善不去做時不會了解的)
- 分開作業的量
- 更換物品的配置
- 設置簡單的物品臺
(5) 要保持改善成果,不要再回到以前
- 如果不合理要再次改善
- 決定的要完全嚴格遵守.
2) 標準作業
- 要有效地組合人,物品,機械,使產品的品質提高,降低成本,提高產量. 此外,
- 為了安全的生產制定工作方式,成為改善作業的根本!
- 重視設計標準作業,以人的活動為中心.按照事情集中度做連續單位作業每有
- 浪費的順序進行有效的生產.
- 設定周期時間,決定作業順序,標準材料供給3要素為基礎.
- 標準作業與作業標準互相聯系,以標準化的作業減少現場浪費
3)工程改善
(1) 使作業者動作最少化
(2) 提供最便利的作業姿勢
- 沒有腰部動作,與作業臺的高度符合
- (胳膊)角度在90度以內(水平),高度在肩以下,作業工具距離(20cm)
(3) 工程間距離及工程間資材最大限度安排在近處
(4) 排除空搬運
(5) 按照工作順序適當擺放工具
(6) 不要進行雙重動作
(7) 強調使用雙手作業
(8) 比起人力,使用重力和動力
(9) 比起并列,要向串連式流動
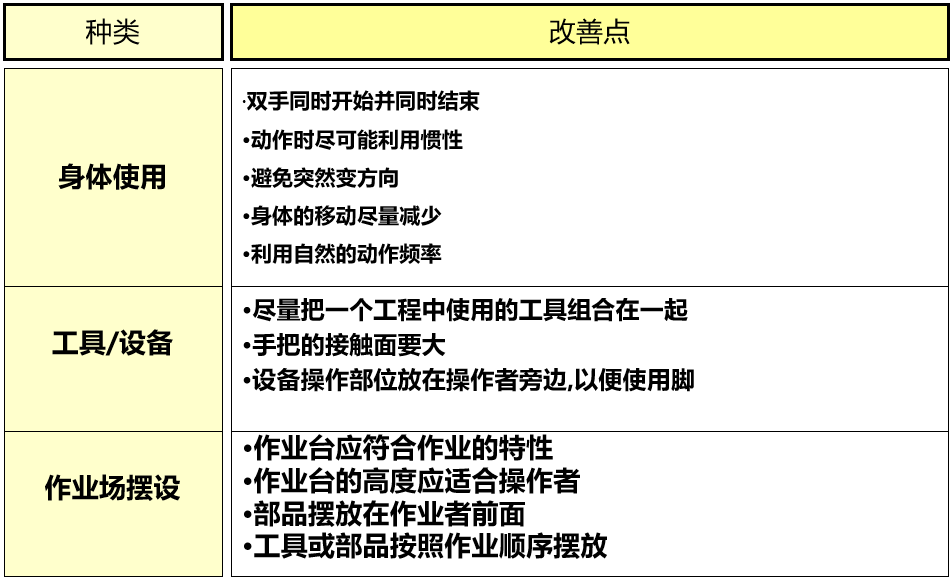
4)動作經濟的原則
5)改善的原則1
(a) 考慮人的適應性
①肉眼的判別能力
- 照相機的快門移動點的讀取
? 1,2…5,6(多)快速的看
②手的移動方法
- 手向外面動的動作比較便利
- 通常在前方拉到近處的動作比較方便
- 雙手同時開始同時結束
- 雙手向左右對稱的方向移動
身體對稱的話消耗的卡路里少
- 顯像管很重,重的話就非常的費力
- 同樣的重量用雙手舉就輕了
6) 改善的原則2
(a)量的分配和質的分配
①同樣的事情分2個人做更快(量)
②根據事情難易度的不同,來制定擔當者(質)
謀求技能的平衡
對于單純反復作業的單調和倦怠.
(b)水果罐頭
在水果罐頭工廠因雇用了小時工,不良的散布很大.
通過熟練工負責重要工程的擔當作業,不良下降到15%,
不良率50%下降
(c) 手的作用工具化
-搬運: 伸出手.抓住,搬運,放下
-作用:維持,變換方向.
彌補手不足的部分:夾具(jig), 鑷子,繡針 , Ski
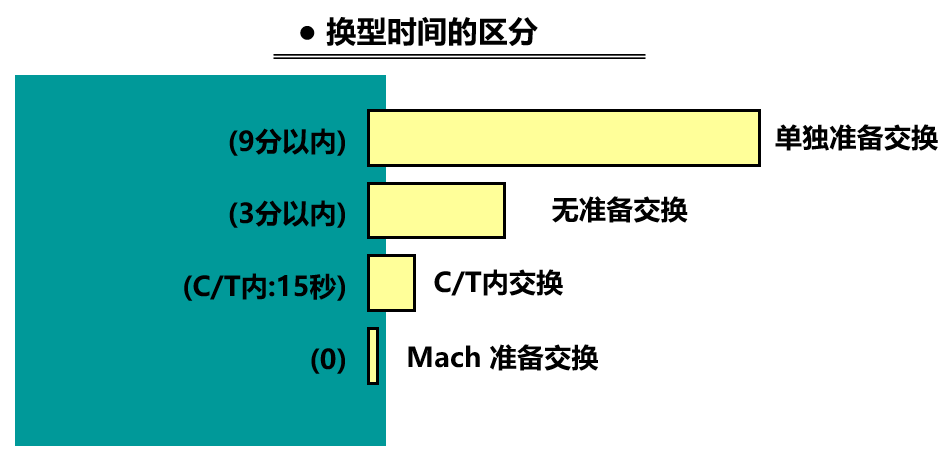
7) 換型時間的縮短
換型時間是指現在的型號結束�����,下一個型號良品出來為止的時間
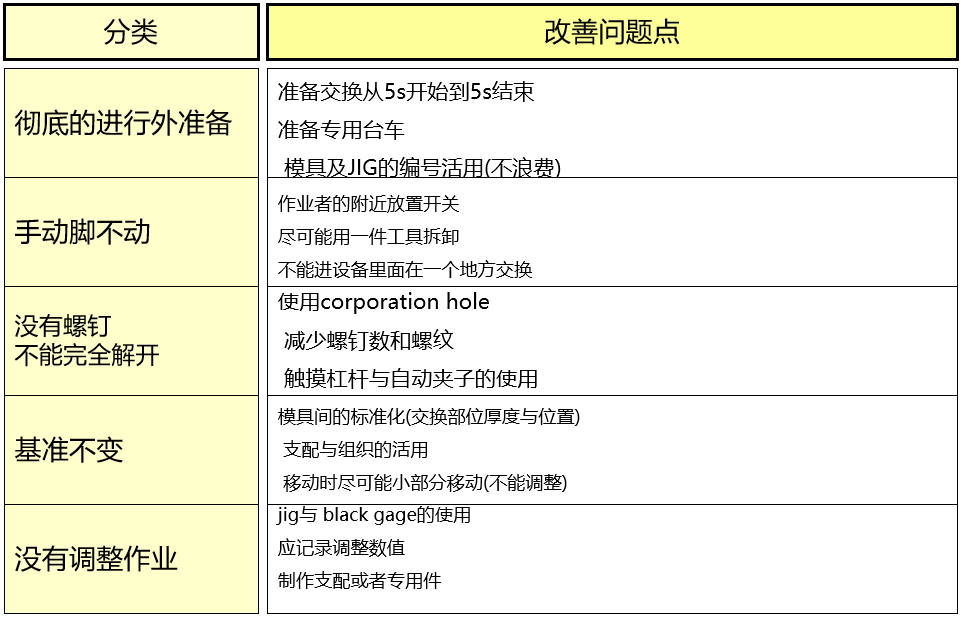
8) 單個準備交換
9) 組立的換型準備作業
工程中不應有再工,爭取能進行同時生產2個型號的工程
改善方法:
(1)Line換型Unit(同步)化
(2)減少螺絲的個數,換型時不使用工具
(3)換型5分鐘前投入下一個型號的部品
- 這個時候要放好標識”XXX型號”的看板
- 工程中直接使用納品的BOX
(4) 基本上沒有部品及工具的交換為好
- 制作能放置兩種型號的放置臺
- 在部品前面拿和使用小型箱子
- 建立空箱子處理的系統
(5) 進行作業臺,工具等交換
- 作業臺,工具與SET化的作業臺
10)部品放置臺改善
根據型號別多種部品與JIG一致化 防止誤作業,在前方能抓取的經濟性動作實現.
11) 部品搬運的系統化
僅提供剩下最少量部品的時候到下次搬運時間段內的使用量
12) 取部品
叉車運輸時可能會產生等待的浪費�����,所以核心是把搬運流水線化����。


 電子期刊
電子期刊