

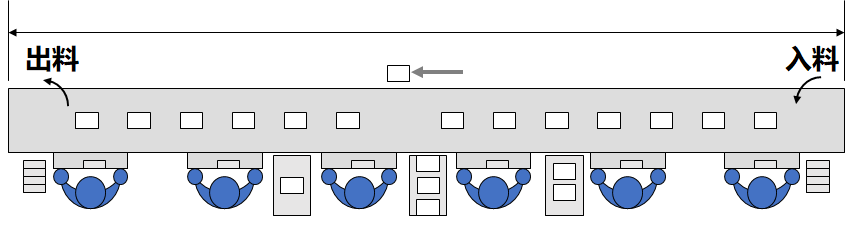
 拉動式生產
拉動式生產 生產線(Line),廣義生產線指產品生產過程所經過的路線,即從原料進入生產現場開始,經過加工、運輸、裝配、檢驗等一系列生產線活動所構成的路線;狹義生產線也指一段或幾段連接在一起的運動的機械化傳送帶和工序組合,俗稱流水線。
在生產管理中,節拍是精益生產的關鍵理念。節拍,簡稱生產節拍,也有的稱為線速,它是控制生產速度的指標。明確生產節拍,就可以指揮整個工廠的各道工序,保證各個工序按統一的速度生產加工出零件、半成品、成品,從而達到生產的平衡與同步化(JIT)。

節拍分為兩種,生產節拍和客戶節拍。生產節拍,就是在流水線上從上一個產品開始加工到下一個產品開始加工中間的時間間隔。
客戶節拍(T/T),是指在規定時間內完成預定產量,各工序完成單位成品所需的作業時間。
稼動率,是指出除一些無效時間以后的生產線時間(稼動時間)與所占生產線工作時間的比率。
節拍 = (有效出勤時間 X 生產稼動率)/[生產計劃量 X(1+不良率)]
在組建生產線前,需要了解客戶的需求,即客戶節拍。理想狀態下,在實際生產時,根據JIT的要求為滿足客戶需求,將生產節拍設定為客戶節拍。
節拍設定:生產節拍 = 客戶節拍
周期時間(CT,Cycle Time)是指完成一項工作或一系列操作的循環時間,是兩個重復動作的時間間隔。節拍時間不等同于周期時間,周期時間可能小于、大于或等于節拍時間。周期時間分為人的周期時間(OCT,Operator Cycle Time ),設備的周期時間(MCT,Machine Cycle Time )。
工時分為加工工時和標準工時。加工工時,特指產品的加工時間,是生產線上所有制程有效加工時間的總和;標準工時是指具有平均熟練程度的操作者,在標準作業條件和環境下,以正常的作業速度和標準的操作方法,完成某一項作業所需要的總時間。
標準工時=實測作業時間×(1+評比系數)×(1+寬放率)
=正常作業時間×(1+寬放率)
流水線線速(CV),也稱為傳送帶速度,是指流水線的皮帶傳遞速度。一般情況下,采用一定的距離作好標記,然后測定其時間,進而得出流水線傳送帶的實際速度,單位米/秒。
計算公式:CV = 間隔標記距離 / 所耗時間
假定測量的標記距離是2米,實測傳動所需時間為72秒,那么CV是多少?
CV = 2 / 72 = 0.0278(米/秒)
采用流水線作業的企業,傳送帶的速度關系著作業效率、疲勞程度以及產量。所以,理想的傳送帶速度,是恰好能完成預定產量的同時又能減少員工的身心疲勞。
計算公式:CV0 = 產品設定間隔 / 生產線節拍
以箱預裝線為例,DF2-28預裝箱高度1.4米,工藝設定間隔為6塊板,生產線節拍設定為35秒,所以,
CV0 = (1.4 + 6 *0.1) / 35 = 0.0571(米/秒)
在“一個流”、均衡生產中,生產節拍(Taket Time)起著指導生產計劃、控制生產工序的加工時間,設定流水線線速,同時用于指導現場管理人員消除設備利用率低、生產線嚴重阻塞等現象,以提高生產效率的作用。
例:某條裝配線生產節拍為22s,每天兩班,每班工作時間9小時,每班10分鐘休息時間,請問每天排產上限是多少?
排產量 = 每天可用工作時間 / 生產節拍
= (9*2*60-10*2)*60 / 22 = 2891(PCS)
在設計流水線的時候,需要考慮流水線的長度,配套的設備和人員數量。
例:某條流水線的生產節拍設定為36s,產品的加工工時為1250s,后工序生產節拍為18s,請問需要配置多少條這樣的流水線才能滿足后工序生產?每條生產線需要配置多少人?
流水線數量 = 生產節拍 / 客戶節拍= 36 / 18 = 2(條)
定員 = 加工工時 / 生產節拍 = 1250 / 36 = 34.7 ≈ 35(人)
生產線平衡是現代生產管理的關鍵,主要依據就是生產線節拍。通過測量流水線各工序節拍,對比生產線節拍確定瓶頸工序,并運用精益生產的工具和方法進行改善,達到提高生產線平衡率、和生產線效率的目的。
單件流(one piece flow)生產方式是按產品類別布置的多制程生產方式,是精益生產中實現均衡生產的關鍵技術。
產品在生產過程中實現單件流動,它是準時化生產的核心,是解決在制品積壓的秘方,是消除浪費的最好方法。
單件流從字面上理解,所具有的特點是:生產線上產品一件一件的流動,但它的特點遠不止這一點。
對產品工藝流程的分析是單件流生產的基礎也是價值流分析的關鍵。
德魯克先生說過:“生產管理不是將工具用在材料上,而是將邏輯用在工作上”。用簡潔的圖示方式,將產品工藝流程描述出來,作為生產線布置和調整的依據。
生產線應簡潔明了,無死角,無隱藏角落,標示明確。
生產的基本型態是不要讓生產物流停滯下來
①.買簡易的設備
指僅具有基本功能作用的機器,再根據生產要求逐步附加上一些必要的機能。
②.門當戶對的設備
設備的使用應當恰如其分,配合適當的需求,購買門當戶對的專用機器設備。
③.小型化的設備
生產的設備要小型化,產量需求增加時,能夠很適當地追加上去,才不會造成產能過剩的現象。
生產線應能使交期時間變得更快,即”細流而快”。理想的設備最好能做到一次僅能做一個,馬上流到下一制程,中間沒有停滯。
①.要小型化
②.設備要有輪子或容易搬運
③.設備的水電氣應設快速接頭、插座
④.物品在加工時的出入口要一致化,有自動彈出裝置更好
⑤.設備的管線要整齊并有柔性
①.設備的適用性要強只要改變某些部位,就能轉變成其他用途
②.設備切換速度要快產品變化,僅需更換部分機構或組件就可生產該產品
③.明確各生產區域
保持其彈性變更的能力,盡量不隔離成不同的房間
④.設備要有擴充產能的可能性
⑤.設備要能夠標準化
避免做調整或者是試作的工作
作業面縮短,不但可以減少作業者走動時間的浪費,也可以減少作業者的周期時間。
1.前制程的出口為后制程的入口
2.作業面的接近、高度與深度要使作業者盡量靠近作業點的位置,站立工作時的高度以肚臍的高度為準,深度以手腕前后動作的適當深度即可。
3.狹窄深長的設備
4.減少無附加價值的走動。
從現有的機器動作的品質來改善提升,不但花費的投資少,同時又能很快地滿足市場需求的快速成長。
1.有高效動作的設備。
設備應能產生有附加價值的加工動作,無效的動作都應去掉。
2.有“連結”功能的設備動作。
前后相連的動作有一部份是在同一時間內同時動作,它不但可使動作的品質高,而且所花費的成本較低,周期時間也短,產能較高。
3.有移動功能的設備動作。
機械設備的動作必須多能化。
制程中應實現產品的單件流動,避免出現在制品堆積,使得產品品質更有保障。
物流的道路通暢可使物料流動
時不受阻礙,同時在生產線變動時能更快速切換。
原物料、配件等盡量用可流動的周轉容器來搬運,可做到定容定量,方便流轉的作用。
生產線的布局不能讓物流交叉,避免混流。
生產線應設立輔助人員來完成非標準的動作,盡量減少生產線操作工因各種變異因素而
造成停線。
條件一:單件流動
—— 將浪費顯現化,消除批量不良
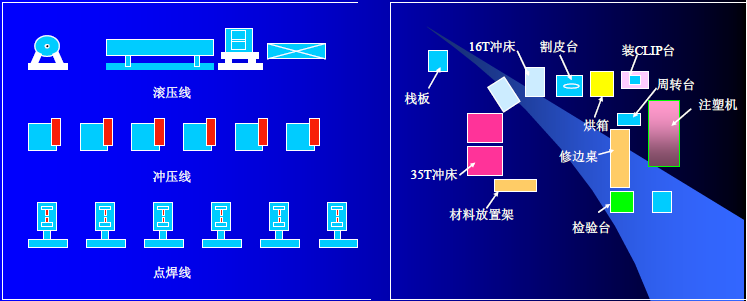
條件二:按工藝順序布置生產設備
—— 消除搬運的浪費
條件三:生產速度同步化
—— 消除在制品堆積與等待的浪費
條件四:多制程操作的作業
—— 可實現制程合并,少人化
條件五:操作工的多能化
—— 作業標準化,制程合并
條件六:走動作業
—— 多制程作業,便于發現問題
條件七:機器設備的小型化
—— 易于生產線變更,節省空間,大型設備未必就是最好的
條件八:生產線最短距離的布置(U型化)
—— 消除走動的浪費、最經濟的作業布置方式
步驟1:全員的意識建立
觀念上必須改變,要站在客戶的立場去堅持以單件流的生產方式作業,尤其是管理人員。
步驟2:成立示范改善小組
不同部門的中堅管理人員成立示范改善小組嘗試,以便能徹底實施
步驟3:選定示范生產線/樣板線
應從最容易的地方著手作示范
步驟4:現況調整分析
選定示范線后,應先充分了解該產品的生產狀況(如生產流程圖,生產線布置方式,人員的配置及生產性,庫存時間人力空間及設備的稼動率)
步驟5:設定生產節拍
許多改善的出發點以生產節拍為依據,生產節拍受生產時間及訂單量的變化而變化,與現場的設備、人員的生產能力是無關的。
步驟6:決定設備、人員的數量
根據生產節拍、各制程的加工時間和人力時間,計算出各個制程的設備需求數和作業人員的需求數,設備不足,應分析稼動率,進一步改善以提高設備產能;而人員不足,則必須努力設法將零點幾個人的工作量予以改善,并消除掉--少人化
設備數量 = 設備加工周期 / 生產線節拍
作業人員數量 = 產品加工工時 / 生產線節拍
步驟7:布置單件流的生產線
要依制程加工順序,以逆時針拉動,設備盡量拉攏以減少人員走動及物品搬運的距離,設備小型化、滑輪化、導軌化、專用化,設備的工作點高度應抬高,以增加作業人員工作的靈活性。
步驟8:配置作業人員
依計算所得的作業人數及機器設備的布置,以“生產節拍”為目標,將各制程分配到每一個操作工,使得每一位操作工所分配到的制程人力時間的總和(人工工時)能與“生產節拍”完全一致,最好或越接近越好。操作工必須要有能操作多項制程的多能工,才能有效充分的利用人力時間。
步驟9:單件流動
流線化生產的方式其中一個目的就是,將以往不知道的潛在浪費暴露出來。生產線建立后,就能以加工一個,檢查一個,傳送一個到下一制程的方式生產,即單件流動的真正意義。
步驟10:維持管理與改善
流線化生產線配置好之后,會有各種意想不到的問題,應盡量改善,對于人員的排斥,應苦口婆心予以溝通讓其接受。
步驟11:水平展開與無人化目標
樣板線驗證成功后,應在全工廠內推廣,并朝著少人化、無人化的目標繼續前進。