

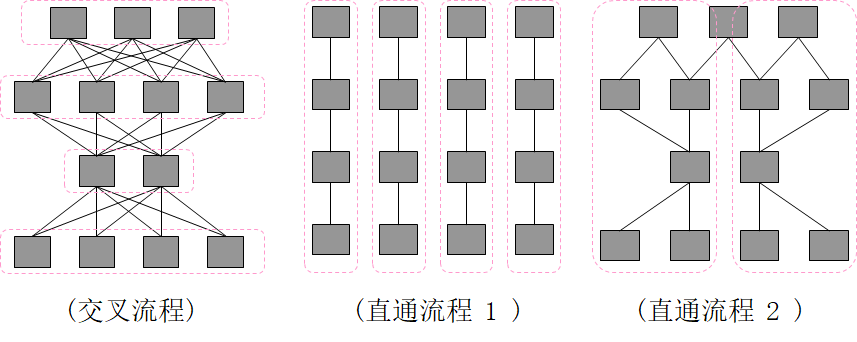
 拉動式生產
拉動式生產 生產線(Line ),廣義生產線指產品生產過程所經過的路線,即從原料進入生產現場開始,經過加工、運輸、裝配、檢驗等一系列生產線活動所構成的路線;狹義生產線也指一段或幾段連接在一起的運動的機械化傳送帶和工序組合,俗稱流水線。
產量要足夠大,單位產品的勞動量也比較大;
制造的工藝過程能劃分成簡單的工序,又能根據工序同期化的要求把某些工序適當的合并和分解,使各工序的作業時間基本相等或成整數倍;
產品結構和制造工藝相對穩定;
必要的廠房條件。
木桶定律,一個木桶盛水多少,并不取決于桶壁上最高的那塊木板,而恰恰取決于桶壁上最短的那塊木板,這一規律我們稱之為“木桶定律”。
精益生產線平衡(Line Balance),是對生產線的全部工序進行負荷分析,通過調整工序間的負荷分配使各工序達到能力平衡(作業時間盡可能相近)的技術手段與方法,最終消除各種等待浪費現象,提高生產線的整體效率。
這種改善工序間能力使之平衡的方法又稱為 瓶頸改善。

節拍,是指在規定時間內完成預定產量,各工序完成單位成品所需的作業時間。其計算公式:
節拍=有效出勤時間/[生產計劃量X(1+不良率)]
例:每月的工作天數為20天,正常工作時間每班次為480分鐘,該企業實行每天2班制,如果該企業的月生產計劃量為19200個,不良率為0%,請問該企業的生產節拍是多少?
答:節拍時間=有效出勤時間/[生產計劃量X(1+不良率)]
=480X2X20/[19200X(1+0%)]
=60秒/個
傳送帶速度,是指流水線的皮帶傳遞速度,一般情況下,采用一定的距離作好標記,然后測定其時間,進而得出流水線傳送帶的實際速度,
計算公式:CV = 間隔標記距離 / 所耗時間
采用流水線作業的企業,傳送帶的速度關系著作業效率、疲勞程度以及產量。
理想的傳送帶速度,是恰好能完成預定產量的同時又能減少員工的身心疲勞。
計算公式:CV0 = 間隔標記距離 / 節拍時間
因此在現場工藝管理人員,只要把流水線的速度調成理想的傳送帶速度即可。
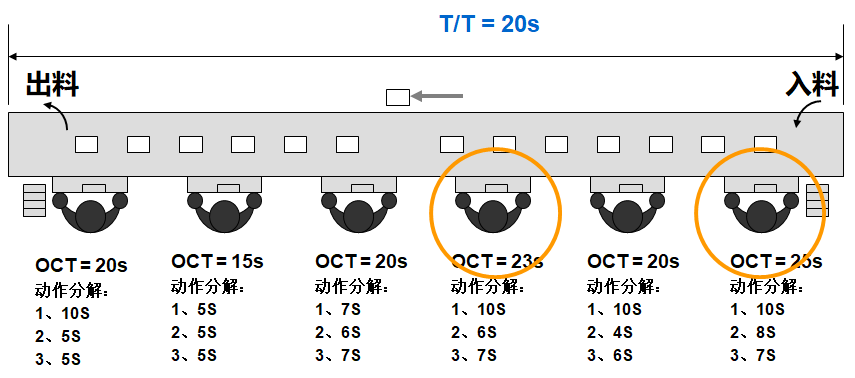
OCT – 員工作業時間,員工在操作時,相鄰兩個重復動作之間的時間間隔。
產線平衡圖,以目視方式對單一產品的各工序所需時間進行的圖示。
平衡圖分析,對產品的各工序加工所需時間進行分析,識別瓶頸工序。
例如:某一產品經四道工序A、B、C、D,其加工所需時間(實測)如下:
A —20.0; B —15.0; C —30.0; D —12.0 單位:min/個

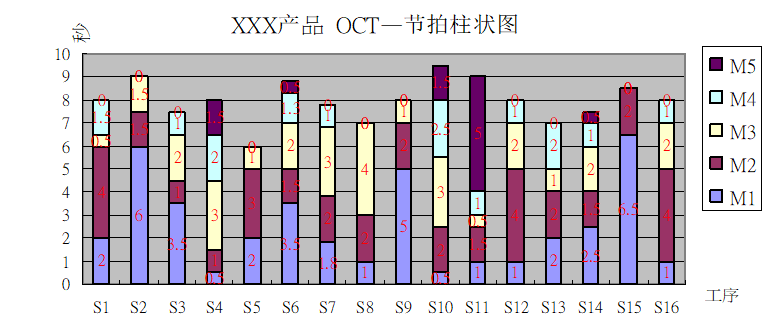
OCT —節拍柱狀圖(山積圖/山積表),反映各個工序作業時間對比情況的圖表,從中可以找到影響整個工序產能的工序,發現可改善的地方。
標準工時 ,一個熟練工用規定的作業方法以標準速度進行作業時所需的作業時間稱為工序標準工時,將產品生產流程各工序標準工時相加就得到產品標準工時。
標準工時 T = 觀測時間 X 評定系數 X (1 + 寬放率%)
產品標準工時 = ∑(T1,T2,T3,T4,……)
瓶頸工序,指生產線所有工序中所用人均工時最長的工序,通常指一道工序,有時也指幾道工序。
平衡率:平衡率是表示生產線是否達到最優,過程中的浪費減少到最小的可量化的指標。
